
Iファイバーレーザ溶接機H1500Wの利点
III.溶接材料と応用
レーザー溶接機は、ステンレス鋼、炭素鋼、アルミニウム、クロム、ニッケル、チタンおよび他の金属の溶接に使用することができます;

1.人件費
六コスト
注)上記一覧表の電気料金、ガス料金はあくまでも目安であり、地域によって異なる場合があります。実際の使用では、作業員が長時間連続溶接を行うことはできないため、実際の使用コストは試算データよりも低くなる。
- 要員の技術的要件が低い;
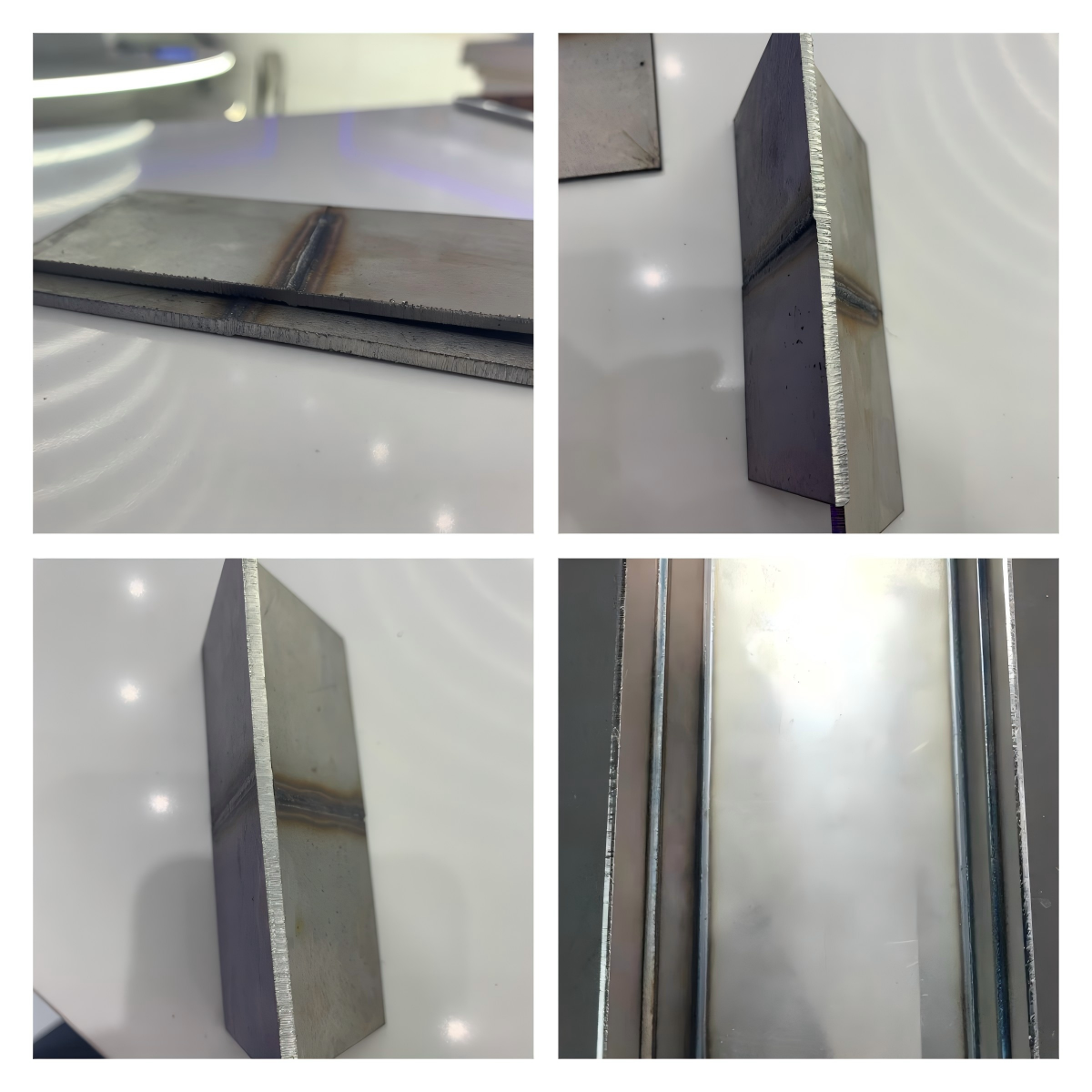
- 熱影響部は小さく、変形しにくい;
- 溶接ギャップは狭い;
- すぐに冷やす;
- 溶接品質は美しく、二次研削(または軽研削)は必要ない;
| レーザー出力 | 1000w | 1500W | 2000W | ||||||
| 溶接材料 | ステンレス鋼 | 炭素鋼 | アルミニウム | ステンレス鋼 | 炭素鋼 | アルミニウム | ステンレス鋼 | 炭素鋼 | アルミニウム |
| 溶接厚さ(mm) | 2 | 2 | 1 | 3 | 3 | 2 | 4 | 4 | 3 |
| 溶接厚さ(インチ) | |||||||||
| 適応溶接ワイヤ | 溶接ワイヤ径0.8~1.6mm | ||||||||
| 溶接シーム要件 | フィラーワイヤー溶接≤1MM 板厚≤0.3MMのスイング溶接≤15% | ||||||||
| 機械重量 | 220KG | 220KG | 300KG | ||||||
| 機械寸法(mm) | 954X715X1080 | 954X715X1080 | 1155X715X1160 | ||||||
| 機械サイズ(インチ) | |||||||||
| 溶接ガンのライン長 | 10m(ワイヤーフィーダーのワイヤー供給管の長さは3mです。) | ||||||||
| 溶接ガン重量 | 振動ミラータイプ(Qi Lin):0.9KG | ||||||||
| マシンパワー | 7KW | 9KW | 12KW | ||||||
| 対応言語 | 標準:中国語、英語、韓国語、ベトナム語、ロシア語 日本語、スペイン語はカスタマイズ可能(納期プラス7日) | ||||||||
| 電圧と周波数 | 標準:380V/50HZ 他の電圧と周波数はオプションです。 | ||||||||
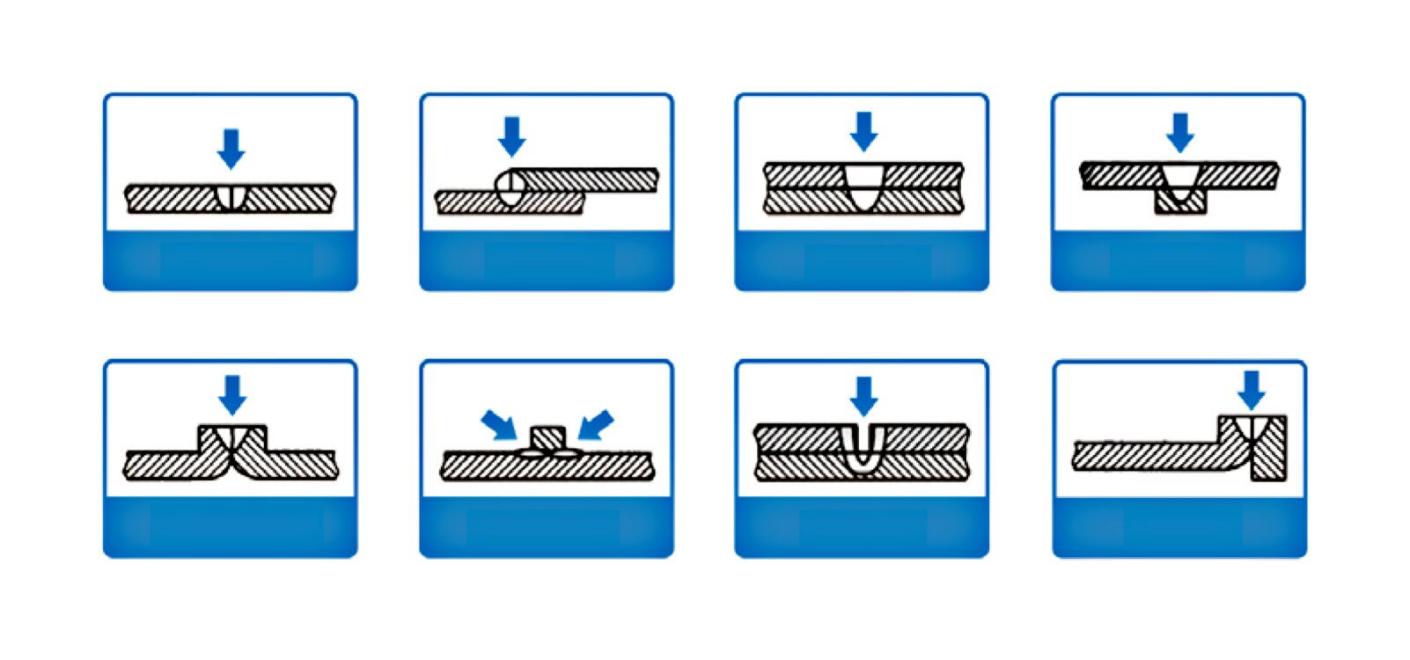
- 一般溶接イング 方法
- 応用産業
- レーザー溶接と従来の溶接方法の比較
| 比較項目 | 従来の溶接 | レーザー溶接 | 新世代レーザー溶接 |
| ワークへの入熱 | 非常に高い | 低い | 低い |
| ワークの変形、アンダーカット | 巨大な | 小さい | 小さい |
| 母材との接着強度 | 平均 | グッド | 素晴らしい |
| その後の処理 | サンディングが必要 | サンディングなし、または少しサンディングあり | サンディングなし、または少しサンディングあり |
| 溶接速度 | 平均 | アルゴンアーク溶接の2倍以上 | アルゴンアーク溶接の2倍以上 |
| 適用材料 | ステンレス 炭素鋼 亜鉛メッキ鋼板 | ステンレス 炭素鋼 亜鉛メッキ鋼板 | ステンレス 炭素鋼 亜鉛メッキ鋼板 |
| 消耗品 | たっぷり | いくつか | いくつか |
| 操作の難易度 | コンプレックス | 平均 | 簡単 |
| オペレーターの安全 | 安全ではない | 安全 | 安全 |
| 環境保護への影響 | 環境保護ではない | 環境保護 | 環境保護 |
| 溶接フォールトトレランス | 悪い | グッド | 素晴らしい |
| ウィービング溶接 | なし | なし | 装備 |
| ライトスポット幅調整可能 | なし | なし | 装備 |
| 溶接品質の比較 | 低い | 平均 | スーパーハイ |
- アルゴン・アーク溶接の人件費:アルゴン・アーク溶接には成熟した溶接工が必要である。成熟した溶接工の月給はUSD1200からである。1年間の人件費はUSD1200*12=USD14400;です。
- ハンドヘルド溶接の人件費:ハンドヘルド溶接はシンプルで習得しやすい。普通のオペレーターは1-2日で習得できる。一般的なオペレーターの月給は約600米ドルで、1年間の人件費は600米ドル*12=7200米ドルであるため、人件費だけを見れば、アルゴンアーク溶接をハンドヘルド溶接に置き換えることで、作業員1人当たりの年間賃金を7200米ドル節約できる。
- アルゴン・アーク溶接の溶接工は「採用が難しい」ため、溶接工には極めて高い経験と技能レベルが要求される。レーザー溶接は、専門家でなくても操作できる。"手軽に始められる溶接 "は、レーザー溶接ならではのメリットとなっている。また、労働賃金が年々上昇しているため、企業の人件費はさらに増加している。プロの溶接作業者と一般作業者のコストは、一般的に2~3倍の開きがある。
| 名前 | いいえ。 | ブランド |
| ケース/コントロールキャビネット | 1 | HUARUI |
| ウォーターチラー | 1 | ハンリ |
| 空気圧部分 | 1 | シュナイダー/エアタック |
| 溶接システム | 1 | スタンダード |
| レーザー光源 | 1 | レイカス |
| 溶接ヘッド | 1 | スタンダード |
| メンテナンス用具(保護メガネ) | 1 | HUARUI |
| 取扱説明書 | 1 | HUARUI |
| 機械証明書 | 1 | HUARUI |
| アイテム | 1KW | 1.5KW | 2KW | |
| 窒素溶接 | 窒素溶接 | 窒素溶接 | ||
| 窒素溶接 | 人民元/H | 0.5/H | ||
| 米ドル/H | 0.076 (1 USD ≒ 6.54RMB) | |||
| ガス消費量(連続溶接) | 0.01m³/H | 0.01m³/H | 0.01m³/H | |
| 総電力 | 7KW | 9KW | 12KW | |
| 総電力消費量 (溶接効率60%使用時) | 4.2KW/H | 5.4KW/H | 7.2KW/H | |
| トータルランニングコスト(連続溶接) (0.15$/kwhとして) | 人民元/H | 19/H | 20.98/H | 22/H |
| 米ドル/H | 2.91 | 3.21 | 3.36 | |